Automatyczna linia do cięcia blachy z kręgu na arkusze o precyzyjnych wymiarach. Linia przeznaczona jest dla blach o grubości od 0,4 do 3 mm, wagi kręgu do 15000 kg oraz szerokości kręgu do 1,5 m. Dokładność cięcia +/- 0,15mm na długości 250 mm.
Linia w wykonaniu dla stali stopowych; galwanizowanych; nierdzewnych; powlekanych; aluminium.
Krawędź gotowa pod spawanie laserowe - jakość krawędzi uciętej blachy i wymiary arkusza pozwalają na zwinięcie go w tubę i automatyczne spawanie laserowe.
Linia składa się z modułów realizujących kolejno zadania: załadunek kręgu, rozwijanie i podawanie blachy, prostowanie, cięcie poprzeczne oraz opcjonalnie otworowanie/ wybijanie otworów, stemplowanie, wybijanie logo, cięcie wzdłużne, foliowanie, zwijanie papierowej przekładki, układanie na przenośniku lub uchylnym nożycowym stole stacjonarnym, precyzyjne układanie przenośnikiem kartezjańskim z wykorzystaniem przyssawek, zwijanie/odbiór skrawków/spadu.
Linia w podstawowej wersji składa się z modułów realizujących zadania:
1. Wózek załadunkowy kręgu (pojedynczy lub podwójny) 2. Rozwijaksynchronizowany- z ramieniem pojedynczym lub podwójnym wyposażony w rolkę dociskową podający blachę; modele Arm 2 or Arm3. 3. Moduł prowadzenia taśmy - (ruchome klapy prowadzenia podłużnego, rolki prowadzące poprzecznie) 4. Prostowarka z podajnikiem - prostowarka wyposażona w 7 -15 wałów utwardzonych, może mieć wykonanie specjalne by nie rysować blachy, położenie górnych wałów jest regulowane, co pozwala dopasować szczelinę do danej grubości blachy - możliwość regulacji automatycznej. Posiada precyzyjny podajnik napędzany silnikiem serwo. 5. Moduł cięcia poprzecznego- gilotyna z ręczną lub automatyczną regulacją szczeliny (w zależności od grubości blachy) 6. Odbiór arkuszy(stół nożycowy stacjonarny/ odbiornik tackowy bez rysowania/ manipulator kartezjański do precyzyjnego układania arkuszy w stos)
Opcjonalnie linia doposażona jest w następujące moduły:
7. Moduł cięcia wzdłużnego -do 5 noży krążkowych z możliwością automatycznego ustawiania zazębienia 8. Moduł wybijania otworów -precyzyjnie ustawiane stemple i matryce dobrane do rodzaju obrabianego materiału 9. Moduł stemplowania/wybijania logo 10. Moduł foliowania 11. Moduł zwijania papieru przekładkowego 12. Mechanizm odbioru/zwijania skrawków bocznych/spadu 13. Dodatkowe rozwijaki z selekcją automatyczną
Oferujemy opcje automatyczne dla elementów takich jak: walce prostownicy - automatycznie regulowane w zależności od grubości blachy, noże gilotyny - regulacja szczeliny , noże krążkowe do cięcia wzdłużnego - zazębienie między nożami, w liniach welorozwijakowych - automatyczny wybór i podanie blachy do maszyny, lista produkcyjna zadawana z dedykowanej aplikacji desktopowej z informacją zwrotną o wykonaniu danej partii zamówienia czasie rozpoczęcia i zakończenia produkcj.
Specyfikacja techniczna:
Parameter
Value
Masa kręgu
15000 kg
Szerokość kręgu
min. 250 up to max. 1500 mm
Grubość arkusza
min. 0,40 max. 3 mm
Materiał
stali stopowych; galwanizowanych; nierdzewnych; powlekanych; aluminiumRm<750N/mm²
Mechanizm cięcia wzdłużnego
5 par noży
Dokładność
+/- 0,5 mm / 1000 mm
Ilość wałów
do15 wałów utwardzonych, ilość zależna od rodzaju prostowanej blachy, możliwe wykonanie prostowarki w wersji 'bez zarysowań'
Machanizm gilotyny
gilotyna napędzana elektrycznie, noże w standardzie
Metoda wymiany/ nałożenia kręgu
Półautomatyczna - operator steruje wózkiem załadowczym, położeniem wieży rozwijaka, rozprężeniem osi. Krąg znajdujący się na wózku zostaje założony na oś rozwijaka, oś zostaje automatycznie rozprężona.
Wydajność
4 arkusze o długości 900mm / 1 min.
Metoda sterowania linią
Linia sterowana kontrolerem przemysłowym PLC, wyposażona w ekran operatorki HMI z którego zadaje się sygnały steruje Start/Stop, długość cięcia, ilość sztuk o danej długości, prędkość, konfiguracje otworów do wybicia.
Języki – Polski/English/ German / Russian do wyboru
Interfejsy komunikacyjne do integracji z innymi urządzeniami
Sieć przemysłowa/ połączenia IO lub metody mieszane- do uzgodnienia na etapie zamówienia.
Opcja zadawani listy produkcyjnej i otrzymywania informacji zwrotnej o przebiegu produkcji w dedykowanej aplikacji desktopowej Simmech GoProd.
Oferujemy adaptacje linii do przestrzeni jaką dysponuje inwestor, instalację, szkolenie pracowników z zasad eksploatacji urządzeń, serwis gwarancyjny oraz pogwarancyjny.
Model: TotalBend LK1500x3- linia zaginająca kanały wentylacyjne, wyposażona w wiele rozwijaków oraz selektor.
Charakterystyka
Automatyczna linia do produkcji kanałów wentylacyjnych dedykowana dla przemysłu wentylacyjnego. Linia realizuje następujące procesy: rozwijanie blachy z kręgu, prostowanie, formowanie usztywniające, cięcie oraz zaginanie kanałów o wybranym profilu i wymiarze.
Linia w podstawowej wersji ma 3 rozwijaki, selektor manualny na 3 blachy, falowarkę, moduł tnący i zaginający.
Możliwe jest rozszerzenie linii o: moduł wybijania otworów pod stężenia, moduł cięcia wzdłużnego, oznaczanie kanałów, selektor/ prostownica regulowane automatycznie, dodatkowe rozwijaki.
Linia może być wyposażona w szereg rozwijaków co pozwala mieć wiele różnych rodzajów blachy gotowych do przezbrojenia. Opcjonalny selektor automatyczny, który trzyma do 4 arkuszy blachy wykonuje szybkie automatyczne przezbrojenie maszyny, pozwala na wykonanie zróżnicowanego planu produkcji w sposób automatyczny nie zajmując czasu operatora.
Maszyna odpowiednia do obróbki blach o grubości od 0.5 do 1.2 [mm], dla masy kręgu 6000 [kg] i szerokości kręgu 1.5 [m], Stal miękka/ stopowa/ nierdzewna Rm<450 N/mm².
Linia w standardzie zawiera:
1. 3 rozwijaki nienapędzane do 6T - na kołach/mobilny, z modułem dokującym, dwustronnie podparty, z hamulcem, manualnie rozprężany 2. Prostowarka z selektoremz podajnikiem, ilość blach w selektorze: 3, selektor manualny, z regulacją szczeliny co umożliwia precyzyjne prostowanie blachy. 3. Moduł falowarki - usztywniający arkusz blachy, profilujący zadane umocnienia o przekroju trapezowym lub 'z'. 4. Mechanizm gilotyny i zaginarka
Łożyskowanie osi rozwijaków na łożyskach ślizgowych
Metoda wymiany kręgu
Krąg blachy wymieniany manualnie poprzez podniesienie osi trzpienia rozwijaka, włożenie go w krąg blachy, rozprężenie oraz nałożenie kręgu z trzpieniem z powrotem na stojak rozwijaka z wykorzystaniem suwnicy lub wózka widłowego.
Prowadzenie blachy
Zamontowane stojaki z rolkami podpierającymi blachę pomiędzy rozwijakami iprzed selektorem.
2. Prostowarka z selektorem manualnym
Parametr
Wartość
Ilość blach w selektorze
3
Czas wymiany obrabianej blachy na selektorze
Czas wymiany około 60s przeznaczony na wycofanie poprzedniej i wprowadzenie kolejnej blachy manualnie do selektora.
Ilość wałów w prostownicy
5 utwardzanych wałów prostujących
Metoda regulacji wałów
System ręcznej regulacji wałów górnych prostowarki do dostosowania do danej grubości blachy.
Średni pobór mocy
1.5 kW
3. Moduł falowarki
Parametr
Wartość
Opcje kształtowania blachy
Kształt przefalowania do wybory według rysunku poniżej
Zabudowa do 5 noży krążkowych z dwustronnym ostrzem, wykonanych z chromowej stali narzędziowej do pracy na zimno, przeznaczonej do narzędzi o dużej odporności na ścieranie, utwardzonej w obróbce hartowaniem do 55-58 HRC.
Regulacja położenia noży w kier. pionowym
Regulacja automatyczna w zależności od grubości obrabianej blachy.
Regulacja położenia noży w kier. poziomym
Regulacja manualna z wykorzystaniem liniału przymiarowego z wygodnym dostępem do śrub zaciskowych.
Konserwacja
Możliwość szybkiego ściągnięcia noży w celu zaostrzenia lub wymiany.
Widok modułu noży krążkowych
7. Druga falowarka zabudowana na linii
Parametr
Wartość
Wbudowanie drugiej falowarki na linii
Dwie opcje przefalowania/ usztywnienia blachy na jednej maszynie.
8. Dodatkowe 2 walce w prostownicy
Parametr
Wartość
Dodatkowe 2 walce
Bardziej dokładne prostowanie blach, lepsza efektywność w pozbawianiu blachy naprężeń.
9. Dodanie kolejnego rozwijaka
Parametr
Wartość
Kolejny rozwijak w maszynie
Rozwijak nienapędzany do 6 Ton, rozwijak z ramą na kołach, wraz z rozbudową stacji dokującej o 1 miejsce postojowe.
10. Selektor automatyczny
Parametr
Wartość
Selektor automatyczny
Zamiana modułu selektora dla 3 blach z manualnego na automatyczny. W liniach z wieloma rozwijakami czas zmiany obrabianej blachy tzn. wycofania poprzedniej i wprowadzenia kolejnej grubości w sposób automatyczny trwa ~30 sekund.
11. Dodanie kolejnego separatora w selektorze automatycznym
Parametr
Wartość
Dodatkowy separator na blachę w selektorze automatycznym
Dodanie kolejnego separatora blach w selektorze automatycznym, dla zwiększenia wymienności blach obrabianych w maszynie. Maksymalna łaczna ilość blach w selektorze - do uzgodnienia.
12. Opcja internetowa, przesyłanie na maszynę harmonogramu produkcji
Parametr
Wartość
Realizacja funkcji przesyłania harmonogramu produkcji do maszyny po sieci LAN z poziomu komputera PC z aplikacji excell, bądź dedykowanej aplikacji desktopowej.
Przesyłanie po sieci zakładowej harmonogramu produkcji z komputera biurowego na maszynę. Kontrola wykonanych i pozostałych do wykonania zadań, kontrola czasu pracy maszyny, długości zalogowania/wylogowania operatora.
Nazwa firmy, kod kreskowy, symbol produktu, nazwa produktu
Sposób obsługi
Druk automatyczny na powierzchni blachy od góry atramentem trudno zmywalnym.
Widok drukarki i powierzchni drukowanych
Linia do produkcji kanałów wyposażona w 4 rozwijaki:
Oferujemy adaptację linii do zakresu produkcji, stopnia automatyzacji jakiej potrzebuje inwestor oraz do przestrzeni hali produkcyjnej, instalację, szkolenie pracowników z zasad eksploatacji urządzeń, serwis gwarancyjny oraz pogwarancyjny.
Linia do prostowania i cięcia na wymiar blachy również nierdzewnej z kręgu
Model: Edge LCA 1000 line - prostowanie, cięcie na wymiar blachy nierdzewnej, opcja wielu rozwijaków, opcja różnorodnego odbioru i pozycjonowania arkuszy opcja cięcia wzdłużnego, otworowania, foliowania, odbioru spadu, zwijania przekładki, opcja automatyzacja nastawów prostownicy, noży krążkowych w zależności od grubości blachy
Charakterystyka
Automatyczna linia do przetwarzania blachy z kręgu. Linie przeznaczona jest dla blach o grubości od 0,4 do 3 mm, wagi kręgu do 9000 kg oraz szerokości kręgu 1,25 m.
Linia składa się z modułów realizujących kolejno zadania: rozwijanie z kręgu i podawanie blachy, prostowanie, cięcie precyzyjne, profilowanie poprzeczne, foliowanie, układanie na przenośniku lub uchylnym nożycowym stole stacjonarnym.
Krawędź i wymiary ciętej blachy odpowiednie do automatycznego zwijania i spawania.
Linia składa się z następujących modułów:
1. Rozwijak- do wyboru z naszej oferty: napędzany lub nie, dwuramienny, jednoramienny lub Simple. 2. Moduł prowadzenia blachy. 3. Prostowarka z podajnikiem - prostowarka wyposażona w 7 -15 wałów utwardzonych, może mieć wykonanie specjalne by nie rysowań blachy, położenie górnych wałów jest regulowane, aby dopasować szczelinę do danej grubości blachy, posiada precyzyjny podajnik napędzany silnikiem serwo z dokładnością [+/-] 0.1 / 250mm. 4.Mechanizm tnący z gilotyną automatyczną 5.Stół odbiorczy
Specyfikacja techniczna:
Parameter
Value
Masa kręgu
9000 kg
Szerokość kręgu
min. 250 , max. 1000 mm (lub 1300 mm)
Grubość blachy
min. 0,40 max. 3 mm
Charakterystyka obrabianego materiału
stal miękka, stal nierdzewna, Rm<750N/mm²
Precyzja cięcia
+/- 1 mm / 1000 mm
Ilość wałów
do15 wałów utwardzonych, ilość zależna od rodzaju prostowanej blachy, możliwe wykonanie prostowarki w wersji 'bez zarysowań'
Machanizm gilotyny
gilotyna napędzana elektrycznie, noże w standardzie
Metoda wymiany/ nałożenia kręgu
w zależności od wybranego rozwijaka wymiana kręgu manualna bądź szybsza półautomatyczna
Wydajność
4 arkusze o długości 900mm / 1 min.
Metoda sterowania linią
Linia sterowana kontrolerem przemysłowym PLC, wyposażona w ekran operatorki HMI z którego zadaje się sygnały steruje Start/Stop, długość cięcia, ilość sztuk o danej długości, prędkość.
Języki – Polski/English/ German / Russian do wyboru
Interfejsy komunikacyjne do integracji z innymi urządzeniami
Sieć przemysłowa/ połączenia IO lub metody mieszane- do uzgodnienia na etapie zamówienia.
Oferujemy adaptacje linii do przestrzeni jaką dysponuje inwestor, instalację, szkolenie pracowników z zasad eksploatacji urządzeń, serwis gwarancyjny oraz pogwarancyjny.
Rozwijak dwuramienny o ładowności do 2 x 6 000kg, napędzany elektrycznie, pracujący w trybie sprzężenia zwrotnego dla lepszej kontroli obrotów kręgu blachy oraz płynności rozwijania. Rozwijak jest podparty jednostronnie, rozprężany hydraulicznie, stacjonarny. Osie załadowcze ulokowane po jednej stronie rozwijaka. Krąg jest nakładany bezpośrednio na ramię rozwijaka poprzez automatyczny wózek załadowczy.
Specyfikacja techniczna
Parametr
Opis
Masa kręgu
Max. 2 x 6000 kg
Wymiary osi rozprężnej
450-620mm (średnica wewnętrzna kręgu -508mm)
Szerokość kręgu
min. 250 mm / max. 1500 mm
Max. średnica zewnętrzna kręgu
1100mm
Metoda wymiany kręgu
Półautomatyczna.Operator steruje zdalnie wózkiem załadowczym, który ściąga bądź nakłada kręgi na osie rozprężne rozwijaka.
Sterowanie
Miękki start i stop podczas rozwijania blachy ograniczający szarpnięcia
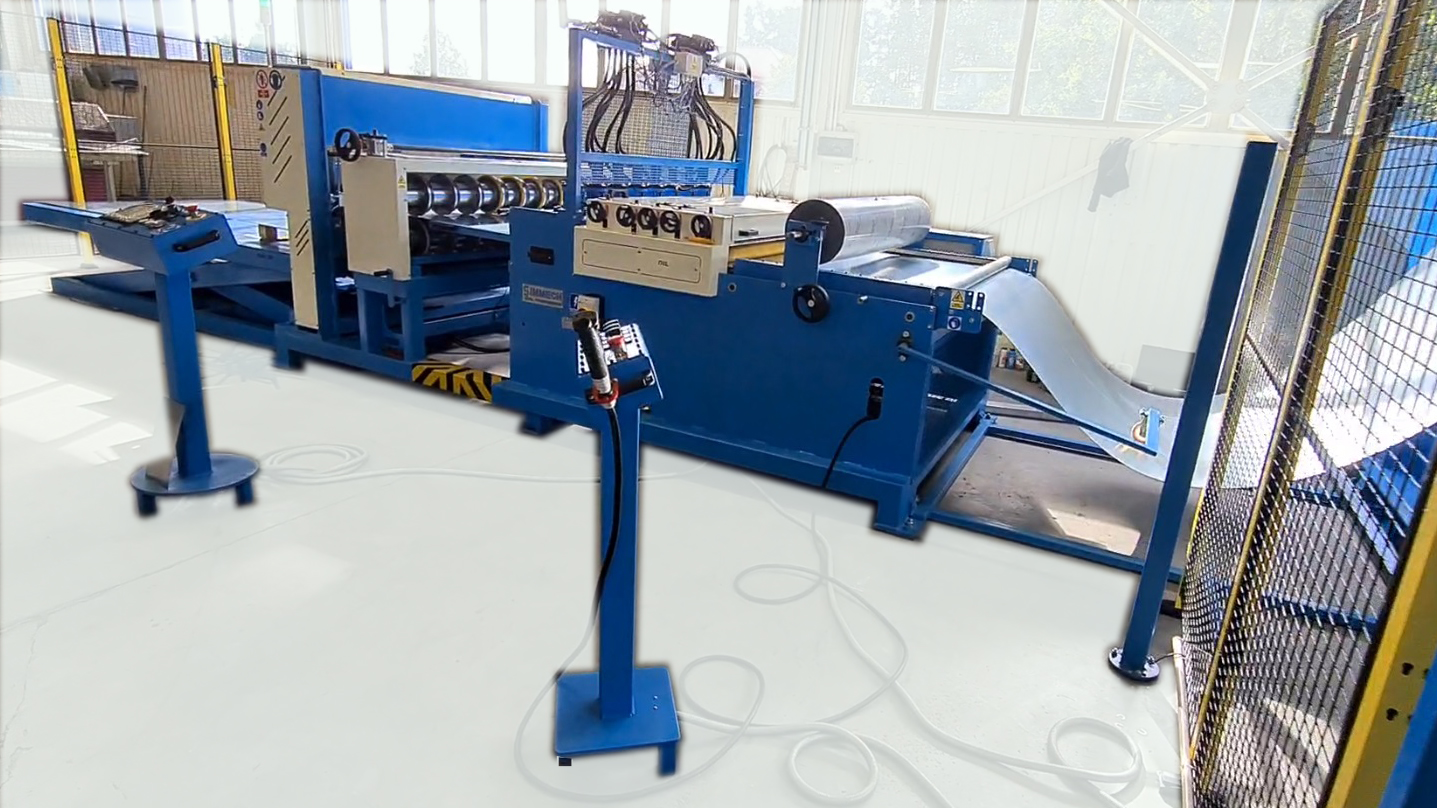
Linia do obróbki blachy z kręgu : rozwijak, prostowarka walcowa, nożyce gilotynowe, stół odbiorczy, manipulator
Model: Edge LCA 1000 line - prostowanie, cięcie na wymiar blachy z kręgu (rozwijak, prostowarka walcowa, nożyce gilotynowe elektryczne)
Charakterystyka
Automatyczna linia do obróbki blachy z kręgu. Linia przeznaczona jest dla blach o grubości od 0,4 do 3 mm, wagi kręgu do 8000 kg oraz szerokości kręgu 1,25 m.
Linia składa się z modułów realizujących kolejno zadania: rozwijanie z kręgu i podawanie blachy, prostowanie, otworowanie/ wybijanie otworów(opcjonalnie), cięcie precyzyjne, profilowanie poprzeczne (opcjonalnie), foliowanie (opcjonalnie), układanie na przenośniku taśmowym/uchylnym nożycowym stole stacjonarnym/stole załadowczym-na paletę, możliwość doposażenia w manipulator kartezjański.
Linia w standardzie składa się z następujących modułów:
1. Rozwijak- do wyboru z naszej oferty: napędzany lub nie, dwuramienny, jednoramienny lub Simple. 2. Moduł prowadzenia blachy. 3. Prostowarka z podajnikiem - prostowarka wyposażona w 7 -15 wałów utwardzonych, może mieć wykonanie specjalne by nie rysowań blachy, położenie górnych wałów jest regulowane, aby dopasować szczelinę do danej grubości blachy, posiada precyzyjny podajnik napędzany silnikiem serwo z dokładnością [+/-] 0.1 / 250mm. 4.Mechanizm tnący z gilotyną automatyczną 5.Stół odbiorczy
Specyfikacja techniczna:
Parameter
Value
Masa kręgu
8000 kg
Szerokość kręgu
min. 250 , max. 1000 mm
Grubość blachy
min. 0,40 max. 3 mm
Charakterystyka obrabianego materiału
stal miękka, stal nierdzewna, Rm<750N/mm²
Precyzja cięcia
+/- 1 mm / 1000 mm
Ilość wałów
do15 wałów utwardzonych, ilość zależna od rodzaju prostowanej blachy, możliwe wykonanie prostowarki w wersji 'bez zarysowań'
Machanizm gilotyny
gilotyna napędzana elektrycznie, noże w standardzie
Metoda wymiany/ nałożenia kręgu
w zależności do wybranego rozwijaka wymiana kręgu manualna bądź szybsza półautomatyczna
Wydajność
4 arkusze o długości 900mm / 1 min.
Metoda sterowania linią
Linia sterowana kontrolerem przemysłowym PLC, wyposażona w ekran operatorki HMI z którego zadaje się sygnały steruje Start/Stop, długość cięcia, ilość sztuk o danej długości, prędkość.
Języki – Polski/English/ German / Russian do wyboru
Interfejsy komunikacyjne do integracji z innymi urządzeniami
Sieć przemysłowa/ połączenia IO lub metody mieszane- do uzgodnienia na etapie zamówienia.
Oferujemy adaptacje linii do przestrzeni jaką dysponuje inwestor, instalację, szkolenie pracowników z zasad eksploatacji urządzeń, serwis gwarancyjny oraz pogwarancyjny.
")
")